




- Overall Description:
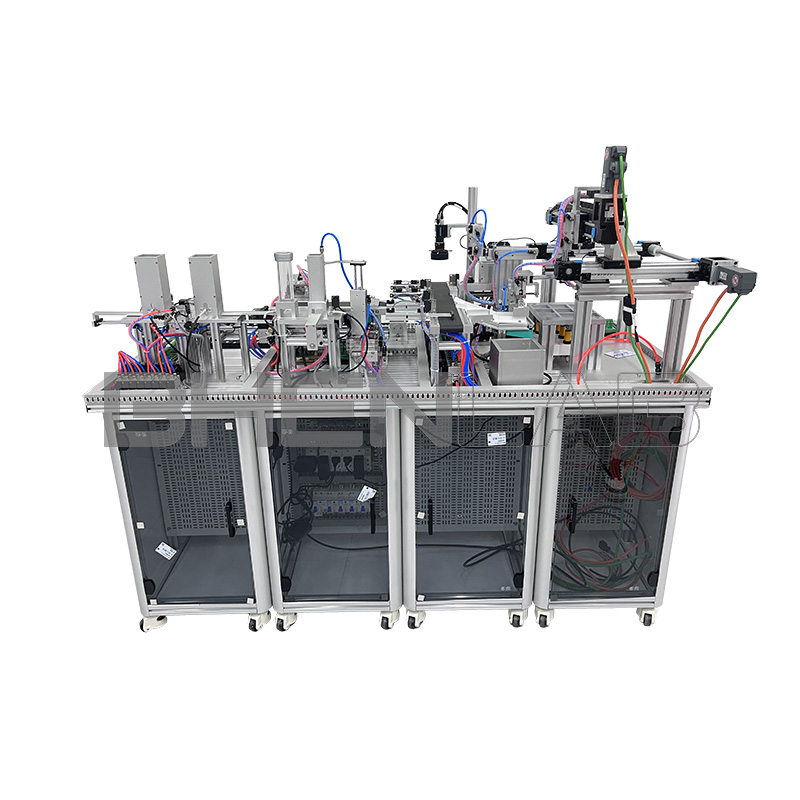
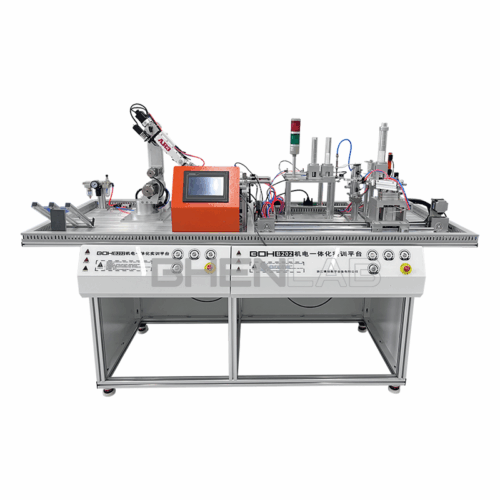
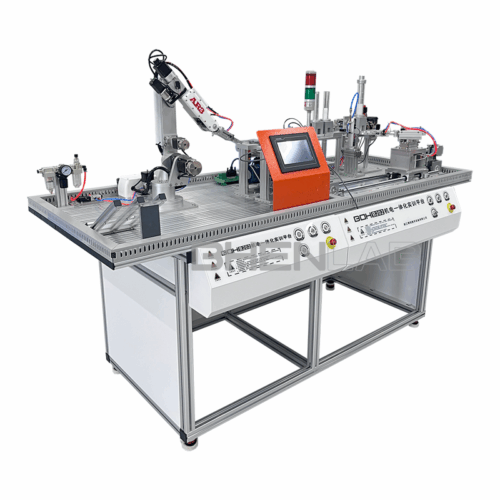
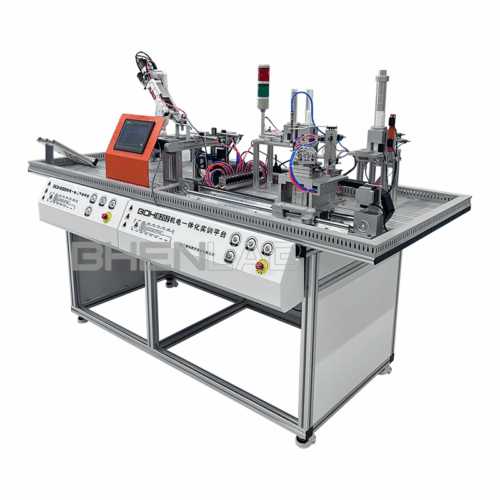
The mechatronics comprehensive training platform is integrated and composed of 1. feeding unit, 2. assembly unit, 3. sorting unit, 4. conveying unit, etc.
The device can complete the following processes:
- Automatic supply of goods;
- Automatic identification and sorting of goods;
- Manipulator handling;
- Automatic assembly and other whole processes. At the same time, it can monitor the action status and data of the system operation process in the whole course and complete the upper management operation process.
The system platform design should be based on the concepts of standardization, modularization and open structure, and can be adapted to various sensors, controllers and actuators of different manufacturers and models.
- Functional Requirements:
- Feeding unit: Automatically push the workpieces (raw materials) to be processed placed in the silo onto the material table as needed, so that the manipulator of the conveying unit can grab them and transport them to other units.
- Assembly unit: Complete the assembly process of embedding the black or white small cylindrical workpieces in the silo of the unit into the processed workpieces.
- Sorting unit: Complete the sorting of the processed and assembled workpieces sent from the previous unit, so that workpieces of different colors can be shunted from different chutes.
- Conveying unit: Drive the grabbing manipulator device to accurately position on the material table of the specified unit through the linear motion transmission mechanism, grab the workpiece on the material table, transport the grabbed workpiece to the specified place and then put it down, so as to realize the function of conveying workpieces.
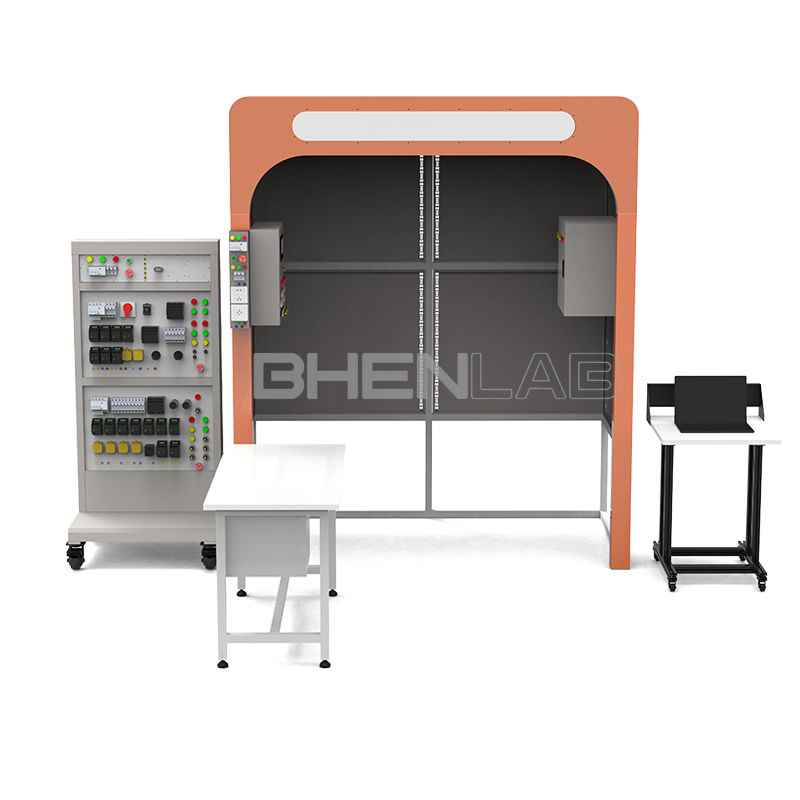
- Working unit (electrical control): The equipment requires the relative separation of mechanical devices and electrical control parts. The mechanical device of each working unit is integrally installed on the bottom plate, while the PLC device for controlling the production process of the working unit is installed on the drawer plates on both sides of the workbench. The leads of each solenoid valve and sensor on the mechanical device are connected to the wiring port on the device side. The I/O leads of the PLC are connected to the wiring port on the PLC side. The two wiring ports are interconnected through a multi-core signal cable.
The terminals of the wiring port on the device side must adopt a three-layer terminal structure. The upper layer terminal is used to connect the +24V terminal of the DC24V power supply, the bottom layer terminal is used to connect the 0V terminal of the DC24V power supply, and the middle layer terminal is used to connect various signal lines.
The terminals of the wiring port on the PLC side adopt a two-layer terminal structure. The upper layer terminal is used to connect various signal lines, and its terminal number corresponds to that of the wiring port on the device side. The bottom layer terminal is used to connect the +24V terminal and 0V terminal of the DC24V power supply.
The wiring port on the device side and the wiring port on the PLC side are connected through a dedicated cable. Among them, the 25-pin connector cable is connected to the input signal of the PLC, and the 15-pin connector cable is connected to the output signal of the PLC.
- Power supply: The external power supply is three-phase five-wire AC 380V/220V. The main power switch is a DZ47LE-32/C32 three-phase four-wire leakage switch. Each main load of the system is powered separately through an automatic switch. Among them, the inverter power supply is powered through a DZ47C16/3P three-phase automatic switch; the PLCs of the workstations are all powered through DZ47C5/2P single-phase automatic switches.
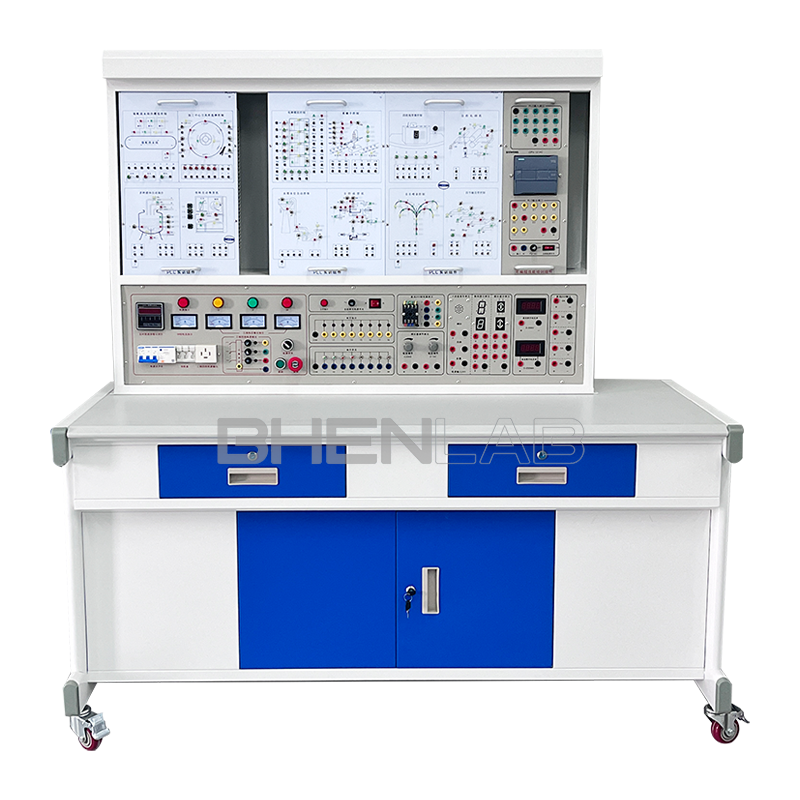
- Training desk
① Adopt industrial aluminum profile structure, 1600mm × 800mm × 780mm;
- Technical Description of Mechatronics Comprehensive Training Platform
- The device can modularly and independently design the PLC control unit, inverter unit, stepping motor unit, touch screen unit, debugging unit and power supply unit, which can be applied in this equipment or placed in other equipment for use.
- The device platform design should be based on the concepts of standardization and modularization, and can be applicable to various sensors, controllers and actuators of different manufacturers and models.
- The device can realize a hierarchical training mode, which can not only complete the basic knowledge training of each single module, but also complete the design and troubleshooting training of complex control loops constructed by related modules.
- The components selected for the device should be industrialized, with high stability and durability, and suitable for long-term training.
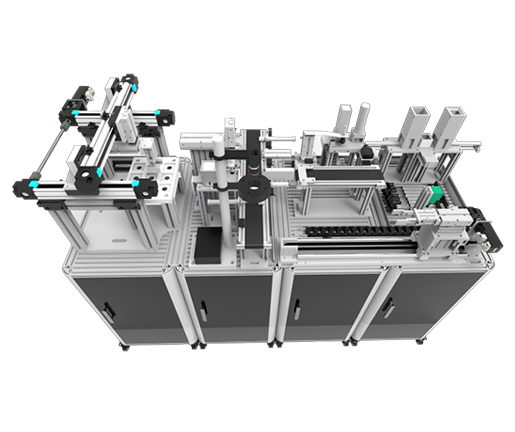
- The system can simulate the production, processing, assembly, sorting and other processes of industrial automatic production lines, and realize the supply, identification, handling, sorting, processing, assembly and other processes of goods.
- With professional skill training: system assembly, debugging and operation, system fault inspection, elimination and maintenance, team collaboration.
- The device is designed with leakage protection, short circuit protection, emergency stop protection, etc., to prevent dangers to operators and equipment caused by misoperation.
- The system adopts an open structure design. All control signals and power signals of controllers, sensors and actuators are led to the interface unit. Students can independently wire on the interface unit and build various control schemes according to different control requirements.
- Strong expansibility. The equipment reserves expandable space, which can be improved and expanded according to the industrial development situation and reasonable suggestions from users.
- This equipment is used for assessment or skill competitions, and can assess the following professional abilities:
(1) Ability to assemble and adjust mechanical components
(2) Ability to install and debug electromechanical equipment
(3) Circuit installation ability
(4) Ability to install and debug pneumatic systems
(5) Ability to use inverters in production lines
(6) Ability to use motors in mechatronics
(7) Ability to use PLC analog control in mechatronics
(8) Ability to write control programs for mechatronics equipment
(9) Ability to install and debug automatic control systems
(10) Ability to install, program and debug PLC networks
(11) Ability to program and debug human-machine interface and configuration technology
(12) In line with the national vocational and technical standard “Level 3 Standard for Programmable Programmers”